 Available for Import
Available for Import
Continuous Welding Machine MSO-201 UHL4 for Low-Carbon Steel Applications
Bulk pricing available
FOB, CIF & EXW terms available
Description
Machine contact welding MSO - 201 is designed for butt welding by continuous fusion and fusion with preheating of parts made of low-carbon steel with cross-section 120 - 1400 mm2, as well as tool blanks and blanks of building structures made of low-alloy steel, including reinforcement of reinforced concrete of II and III classes, with diameter up to 32 mm inclusive. The special automatically performed precipitation process ensures the stability of welded joints quality. The machine is designed for operation in the following conditions: ambient temperature from plus 1° C to plus 35° C, ambient humidity up to 80% at 25° C, atmospheric pressure from 84.0 kPa (630 mmHg) to 106.7 kPa (800 mmHg). Category 4 provides for operation of the machine in closed heated (cooled) and ventilated rooms.
Specifications
Note: All specifications are provided by the manufacturer and may be subject to change. Please contact us to confirm the latest specifications before placing your order.
Share your requirements for a quick response!
Delivery & Payment
Shipping Terms
Delivery Time
Payment Methods
Similar Products You May Be Interested In

Argon Arc Welding Machine TT573-2000
View Details
Single-Phase Transformer TDM-402 U2
View Details
Thermostatic Table NP 10-6 PRO with Temperature Regulator TP 1-10 0.5
View Details
Welding Power Supply Unit ADD-5001 I U1
View Details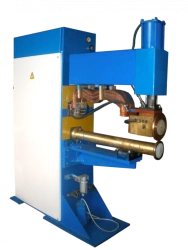
Contact Welding Machine MSh-2203 UHL4
View Details
Welding Machine ADD - 2x2502.1 PR and U1
View Details
Thermostatic Table NP 6-5 PRO with Temperature Controller TP 1-10 0.5 for PCB Heating
View Details
GD-2x2503 U2 Welding Generator - Model 06
View Details
Large Size Thermostatic Table NP 34-24 PRO with Temperature Regulator TP 2-10 KD PRO
View Details
Welding Generator ADG - 2x2502.1 VG and U1 Sever
View Details
Large PCB Heating Table NP 24-17 PRO with Temperature Regulator TP 1-10 KD
View Details
Welding Machine ADD-4008 I U1 for Manual Arc Welding
View DetailsVerified Suppliers
All products are sourced directly from authorized Russian manufacturers
Quality Assurance
Products meet international quality standards with proper certification
Global Shipping
Reliable logistics solutions to deliver products to your location
Secure Payments
Multiple secure payment options to facilitate international transactions